In a simple-minded way, printmaking can be divided into
several categories, based on the technique used to create the
final image or impression.
The first group is known as "Intaglio". This includes
a number of common etching and engraving techniques all of
which produce a master plate in which the image is "incised"
into the surface of the plate, and the subsequent impressions
are made by putting ink into the incised lines and marks of the
plate, wiping the rest off, and printing what is left. The printing
process usually uses paper which has been moistened to soften it
and to open up the paper fibers to better absorb the ink. The
plate and paper are run through a roller press at extremely high
pressure with the paper backed by layers of softer paper and felts
which soften and diffuse the press pressure to bette force the paper
into the grooves of the plate so the ink is absorbed into the paper.
In engraving, the artist maked the lines and marks on the plate
directly using a sharp steel tool. The oldest and most commone
engraving technique probably came over to the print shop from the
silversmith's operation. A sharp pointed thin steel tool, somewhat
like a chisel, is firmly pushed by the artist into the surface of
the metal plate and moved along to create a line by removing
metal to make the groove. As the engraver works, thin curls of
metal thus removed are brushed away as s/he works. In the end, the
artist has produced a polished metal surface with a design made up
of multiple lines incised into that surface. Another common example
of engraving is the "dry point" technique in which a sharp steel
needle us used to make the line
not by removing metal but by
pushing up the metal on either or both sides of the inscribed line.
A dry point plate will thus have a smooth metal surface but the lines
inscribed in it will have a palpable burr along one or both sides. These
burrs also catch ink along with the groove as the plate is inked, so
the resulting line in the impressions are different with dry point than
with engraving.
Etching substitutes a line made by the chemical action of an "etchant",
most commonly an acid or corrosive salt upon the specially
prepared surface of a metal plate. The plate is first covered with
some substance that will resist the action of the chemical that
will be used to make the line. The artist then uses a small needle
tool to draw on the resist, creating the pattern by removing the
resist where the line is drawn. Then, when the plate is exposed
to the etchant, the resist prevents etching of the plate except
in the areas where the resist material has been removed, thus
creating the line image. The line that results is not
as smooth as an engraved line and will look irregular under
magnification but under most circumstances, will look very
much like an engraved line. Etching is an old technique, probably
originating in the 1600s or before and early on became popular
as an artist medium for several reasons. It does not require a
metal plate as finely polished and smooth and even as does engraving.
It is much easier to create the desired lines by scribing them
into a ground than using engraving tools to make the lines. Engraving
is much harder to master. And etching was faster, much faster, than
engraving.
Both these techniques produce an image made of lines. The lines
may be fine or coarse, but they are still lines, typically
black lines on a white paper surface. So the artist is limited
to those two colors, black or white. Intermediate shades, the
grays, are hinted at, represented by, alluded to, by
drawing techniques such as hatching and cross hatching and the like,
building up differing degrees of density of line to represent
darker and darker grays. But they are still lines. Look at the
image on paper money or a stamp and you will see these engraved
images are just lines. By a sort of tacit agreement, the
viewer's eye and brain interpret them as shading or shadow or
shades of gray.
So I like to think of the history of printmaking, at least
early on, as the search for ways to print actual intermediate
shades, grays, and for ways to print colors. Printing
intermediate shades was first solved with the development of
aquatint techniques. From the beginning,
colors could be added by hand or could be
added by printing with multiple plates, one for each color.
Even after the development of photographic color separation
techniques, multiple plate printing is still how color printing
is done. More later
on color techniques under registration.
First, let's review the basic etching process.
Etching
These notes on etching are from the "Print Shop Manual" prepared
for the print studio at the
Woldenberg Village retirement community. The studio is now closed
and the space used for storage of crafts materials.
Etching on Copper:
This section provides some background on the
copper we use for etching and some detail on
the specific materials and techniques used
in the studio. The basic process involves
the use of a Ferric Chloride solution, which is a salt,
to etch or eat away the metal, in this case, copper. This is
the technique used in the electronic industry to make
printed circuit boards, so the chemicals and materials
used are readily available. This process has the added advantage
of being non-toxic. There are no vapors given off during the
etching, and the Ferric Chloride itself has little toxicity. It
does stain things, however, and will etch things like stainless
steel sinks or copper pipes, so some care is needed.
Ferric Chloride also can be used to etch zinc or brass, but if that
is to be done,
one must maintain completely separate ferric chloride solutions
for each metal process and
not mix them or use a solution that has etched one type of metal
to etch the other.
The image to be created in our etching process is made on copper
sheet. The copper sheet is generally referred to as the "plate" or
sometimes as the "matrix" or the "master".
Materials
Commercially, copper sheet comes in different thicknesses and
the thickness is
denoted in different
terms, depending on the supplier and the use it is intended for.
The term "ounce" refers to the weight of copper in one square
foot of the sheet of that thickness.
It is the term used most commonly in the roofing industry.
A larger ounce number means thicker metal.
The term "gauge" is an antique description of the thickness
of the copper sheet
based on the diameter of a length of wire of that thickness
that could be made
by drawning the metal into wire through a standard size hole in a
draw plate. The number, in the system used in the U.S. refers to the
number of feet of that size wire that can be made from a pound of
copper. In this case, a larger gauge number means thinner metal.
Copper plates sold by artist supply houses are usually described
in terms of gauge.
It is also common to simply state the actual thickness of the
sheet. This is a direct measurement of the thickness of the sheet
and can be stated millimeters or inches. In
the chart below, thickness is given in inches. Actually in
thousandth of an inch.
Commonly available copper sheets come in these sizes:
4 oz copper is also 36 gauge and is 0.0050 inches thick
8 oz copper is also 31 gauge and is 0.0108 inches thick
10 oz copper is also 28 gauge and is 0.0135 inches thick
12 oz copper is also 27 gauge and is 0.0160 inches thick
16 oz copper is also 24 gauge and is 0.0216 inches thick
20 oz copper is also 22 gauge and is 0.0270 inches thick
24 oz copper is also 21 gauge and is 0.0320 inches thick
32 oz copper is also 19 gauge and is 0.0430 inches thick
36 oz copper is also 18 gauge and is 0.0485 inches thick
48 oz copper is also 16 gauge and is 0.0647 inches thick
56 oz copper is also 15 gauge and is 0.0750 inches thick
64 oz copper is also 14 gauge and is 0.0863 inches thick
72 oz copper is also 13 gauge and is 0.0930 inches thick
80 oz copper is also 12 gauge and is 0.1080 inches thick
Probably 16 and 18 gauge copper sheet has been most commonly
used in etching in recent times. But I have experimented with
other thicknesses with good results as will be discussed below.
There are multiple sources for copper suitable for etching.
Art supply companies:
Graphic Chemical and Ink Company, Dick Blick, Renaissance Graphic Supply,
and others.
Graphic Chemical, for example, supplies copper in two thicknesses:
16 Gauge (.064 inch) and 18 Gauge (.050 inch). The 18 Ga metal is
only slightly cheaper
than the thicker 16 Ga metal. The 16 Ga metal is also provided
pre-polished on one side
protected with a plastic cover and the other side backed with acid
resistant material.
All these plates are very expensive and costly to ship because of the weight.
I do not think that you need to use copper this thick for etching (see below).
Commercial Copper suppliers:
Copper sheet metal is used in many commercial and building applications,
especially roofing,
and there are multiple companies which can supply it.
Not all will be willing to deal with
a small order or to process it for you, but you may find someone in
your area to work with you
and shear the large commercial size sheets into sizes for etching.
Here are various sizes of roofing copper that I have gotten quotes
on through the years, all of which are fine for copperplate etching:
16 oz. copper 0.0216 inch thick (24 Gauge) 36 by 120 inch sheet
20 oz. copper 0.0270 inch thick (22 Gauge) 36 by 96 or 120 inch sheet
24 oz. copper 0.0323 inch thick (21 Gauge) 36 by 96 or 120 inch sheet
32 oz. copper 0.0430 inch thick (19 Gauge) 36 by 96 inch sheet
In 2012, in Albuquerque, I bought the thickest (.0430 inch) and
had it cut into plates
ranging in size from 9 x 12 down to 3 x 5 inches and ended up with
78 plates from one sheet of 36 x 96 copper.
The company put polyethylene plastic on one side which
largely protected it from scratches,
and the plates needed little polishing to be usable for etching.
Subsequently, I experimented with thinner copper (see below) and
concluded that the thicker
copper was not necessary. I used copper of 0.008 inch and 0.016
inch thickness with satisfactory
results but found the heavier 0.016 material easier to handle.
These thinner copper sheets have the advantage of being cuttable
with a desk top heavy paper shear or heavy scissors. (see below)
I found a supplier for sheet copper in New Orleans stocking.
in 16 oz, 20 oz, and 32 oz sheets generally three feet wide by
eight feet long. The company would also custom shear a sheet to
specifications for a small additional charge.
The cost of copper fluctuates with global metal prices and the
variation can be extreme, so
every purchase needs a new quote. But the cost per plate will be
much lower than the cost to purchase from an art supply house,
especially if purchasing the thinner material.
Generally, the plates sheared from roofing copper will need to
be sanded smooth before being usable for etching, however, as
the handling in the warehouses and the shearing will scratch the metal.
In 2021, I purchased a sheet of 20 oz copper and had it sheared.
The 20 oz copper is 0.0270 inch thick, so it handles well, and it can
be trimmed or re-cut
with my shop "Kutrimmer" paper cutter, which also can cut the thin
steel backed photo polymer plates I use for gravure.
The commercial shearing of the sheet left some surface scratches
but nothing that did not sand and polish
out easily with my power sander (below)
Copper of this weight and thickness is cheaper than
traditional plates and works just as well.
K and S metal company, a major hobby supplier, makes
thinner copper sheet for metal punch and
other crafts. This material was formerly 0.016 inch (26 Ga) thick
and stocked at Hobby Lobby stores. It comes wrapped in a
protective plastic cover
and is usually
ready to use without polishing. In my experience, this copper is thick
enough for etching and with care
works fine in the
press under modest pressure.
Unfortunately, as of 2020, the K & S sheets sold by Hobby Lobby
are much thinner, at 0.008 inch
or about 32 gauge. This thinner material is usable, but not really
substantial enough for
standard etching, and is not easy to handle.
It can be used as a secondary plate to be
placed on top of a thicker master plate if one is using that technique.
I don't know why the thinner sheet was made but after about
a year, the thicker (0.016) sheet began to reappear on shelves.
One real advantage of using thinner copper sheet
is that thinner copper (0.0270 inch and below) will
cut nicely with a
simple table top shear, a paper cutter. I bought a "Kutrimmer
model 1135". These cutters
are used commonly in print studios to cut the steel photo polymer plates
(KM and thinner Solar Plates) but also
work nicely for the thinner copper. They won't work for
copper 24 gauge and heavier.
It is very useful to be able to recut or resize or trim a
plate in the studio. Sometimes you want to trim away part of
an image to reformat it. And sometimes you may wish to
reuse part of a plate in a new project.
Cleaning/surface preparation of copper
Once the copper is cut to size, it must be prepared for application
of the material which
will resist the etching solution, the "ground" or "resist". This means the
plate must be scrupulously mechanically and
chemically cleaned so the resist material will adhere to the metal.
This is a multi-step
process involving sanding and polishing the plate smooth, then removing
grease and dirt to
chemically clean the surface.
The steps in preparing a plate follow:
One: Burnishing the edges of the plate rounds them over and removes sharp
edges that could
cut the press bed, the printing paper, and the press blankets.
Rounding the edges can be done
with a hand file or sand paper, but the easiest and fastest way is to use a
special tool called
a "de-burring tool". The tool is different from the scrapers and
burnishers used on the
surface of the plate. The de-burring looks like this:

The hooked end swivels and has a sharp cutting edge and a blunt tip.
In use, the tool slides along the
surface of the plate allowing the sharp cutting edge of the tool to
remove a thin strip of
metal from the edge. There are several versions of this tool and the
best one has tips that
are replaceable when the tool becomes dull. Availabe through Amazon.
Once the edges and corners are smoothed, the printing surface needs to be prepared to receive
the “ground” or resist material, and the back needs to be protected from the action of the
mordant when the plate is etched.
Second, inspect the plate to see if there are scratches or marks on it that
will catch ink
and print. If the plate has a protective plastic cover layer, remove it
and inspect the
surface. Pick one side of the plate to work on. You will polish one side
only (the front)
and will put contact paper, adhesive shelf lining paper, on the "back".
I usually cut the
contact paper about an inch oversize all around, remove the backing , place the
paper on the work
surface and put one edge of the plate face up on the paper near the edge closest
to the edge of the gable.
By starting at the end
towards you and then sliding the plate and paper over the edge of the table,
you can get
a pretty smooth application. Then put the plate face down on the table
and rub
the contact paper starting in the center to adhere it to the metal and
work any air bubbles
out toward the edges. I use a Exacto knife to trim the paper along the
plate edge, cutting
from below (the backside of the plate) and taking care not to scratch the
face of the plate.
The next step is polishing the face of the plate. Plates can be polished by hand.
Start with emery paper or other wet sanding paper of 320 grit
and work on a perfectly smooth flat surface using a sanding block and pad
to hold the paper.
Depending on how deep the marks on the plate may be, start with a 220 or 320
grit paper and
sand the surface until the marks are gone. Then work through progressively
finer grit paper – 600, then 800, 1000, and finishing with a 2500 grit
paper. Then polish using a "rouge" or polishing
compound as used by jewelers or auto body finishers.
This is a long and boring process.
Not recommended.
Plates are also easily and quickly polished using a power sander-polisher.
I have used a
variable speed 5 inch diameter random orbital sander-polisher with good
results.
These are available from
arious manufacturers such as DeWalt, Bosch, Makita, etc,
and are available at Lowes or Home Depot.
These "palm sanders" use discs that attach with hook and loop (Velcro).
Sanding discs of various grits, including very fine grits such as
800, 1200,and 2500 are available from Amazon. If preparing plates for engraving,
you will also need a sheepskin or fabric polishing pad and polishing compound
to produce a
mirror finish after sanding with the finer grits.
If using a power sander secure the plate when sanding it or the sander
may spin it away.
Use a piece of plywood as a sanding base and glue very thin strips of wood
(the thickness of the plates) along two sides to form a corner pocket to hold
the plate
and prevent it moving about when sanding. Clamp the plywood to the work table
and don’t
forget to use respiratory protection and if possible work outside,
as the sanding and polishing will create fine metal dust.
In general, unless you are preparing a plate for an engraver, you can finish
up with the
1500 grit sanding paper and it will be fine for routine etching,
as the final cleaning
uses "Brasso" and/or "Barkeepers Friend", which both contain fine polishing
material. I also
keep some finer paper on hand (2500, 3000) to touch up a plate before the
final cleaning
if needed.
Chemical cleaning is done after the plate is sanded and polished smooth.
This cleaning is a chemical and mechanical cleaning to remove any grease or oily residue.
The process goes something like this:
Wash the front and back of the plate with warm water and mild (dishwashing)
detergent.
Dry with a lint free paper towel or soft cotton cloth. (Kim-Wipes are good.)
Re-wet the plate and apply a good amount of Brasso metal cleaner.
Use a gentle
circular scrubbing motion to work the Brasso over the entire front
surface of the plate.
Brasso is a solution of diatomaceous earth as a mild abrasive combined
with a mild ammonia
solution. You will notice the odor of ammonia when you use it.
Wash the Brasso off under
running water. Repeat the cleaning with Brasso for a second time.
Sprinkle "Barkeeper's Friend" cleanser over the surface of the wet plate.
Barkeeper's Friend is a dry powder cleanser that is
also diatomaceous earth but combined with oxalic acid. Again, carefully
and gently
scrub the surface of the plate. Rinse off under running water and repeat
the cleaning.
During the two step cleaning with first the alkaline (Brasso) and then the acid
(Barkeeper's Friend you may notice the copper changes color to a lighter pink shade.
That is fine.
During the final rinsing with water, the water should sheet across
the entire surface of the plate and not bead up. You may have to
repeat the final
cleaning step several times to get all the edges cleaned.
Wipe the plate dry with a lint free paper towel, Kim-Wipe, or clean newsprint,
front and back. The plate is now ready to apply the resist or ground
.
My current preparation method for copper is a bit simpler because I am
using a different ground as explained below.
This
preparation and cleaning method should be suitable for any ground you might
like to use. As will be noted below, I am currently using B.I.G ground, and
I find it a bit more forgiving in regard to the chemical cleaning of a plate.
Currently, I hand sand the plate to a satisfactory smoothness finishing
up with 1500 grit papere, then clean it with Brasso, and
do a final degreasing with full strength dish washing detergent rubbed over
the plate paying particular attention to the corners and edges. I use
Dawn
detergent full strength. Most detergents are alkaline and
with this final cleaning, you may see a blue color develop probably
a copper nitrate formed by reaction of the copper with an ammonia solution
to form a blue copper hydroxide. This is the same thing that happens
when using Brasso to clean a plate and is probably the mechanism
of the blue color that forms if you try using "new and improved" Pledge
floor was as a resist. Then after a thorough
final water rinse (front and back) dry the plate with Kim Wipes or
lint free paper towels and apply the B.I.G. ground.
Grounds/resists:
I started out using Charbonnet wax hard ground and soft ground and also
similar wax-based grounds from Graphic Chemical. These require the use
of a hot plate with carefully controlled temperature and a brayer to
spread the wax ground over the plate
surface. The technique is not difficult to master, but something of a
nuisance.
Also, even the "hard ground" is relatively soft and can be easily marked
or scratched in handling. After etching the plate, the ground
must be removed to proof print the plate, and re-applied if a
second etch is desired. But applying the wax
over a previously
etched plate is a bit more difficult due to the now irregular surface of
the etched plate. One must work the wax into all the etched lines and areas
then roll the surface with the brayer.
Also, at least in my hands, the wax grounds did not work well when first
experimenting with salt etches, copper sulfate and ferric
chloride. Performance was particularly poor on zinc plates etched with
copper sulfate, where the etchant quickly penetrated the wax resist
and resulted in "foul bite" all over the plate.
Here's an example of copper sulfate etch on zinc. This is by Rob and
he has taken advantage of the extensive foul bite in the background
for this image to create a wintry scene, but in other cases, the ground
failed almost completely
and I soon discarded this ground and the copper sulfate etch.

B.I.G.
There are newer grounds which are easier to use.
B.I.G. (Bigelow Intaglio Ground), formerly Bigelow Ink Ground,
was developed by Andrew Bigelow of the Trefeglwys Printmakers.
There is plenty of information about using this material
online, both on their web site, YouTube, and Facebook. Just search
under Trefeglwys Printmking.
BIG comes in a tube, which keeps it from drying out and makes
it easy to dispense. Put a small amount on a glass work surface
and use a brayer to roll it out, much as you would to condition
any ink. Load
the roller and roll the plate vigorously with firm pressure to
apply a thin but uniform coating. It will have the eggshell
appearance when properly rolled on.
At this stage, the BIG has the consistency of a traditional
wax soft ground and can be handled much as a soft ground. Details
on the technique are provided with the ground and in the online
sources.
Once the ground is applied to use it as a hard ground it
is necessary to bake the plate. A convection oven is best for
this, but I use a conventional oven with temperature at about
270 degrees F. (use an oven thermometer to check temperature) and
bake the plate for about 5 to 7 minutes. Longer times will
harden the ground more and will make it more difficult to
remove, but even the hardest baked ground will clean easily
as described below.
Remove the plate from the oven and allow to cool completely and
it is ready to go. The ground will harden a bit if the plate
is stored for some days before using it, so with BIG, it is
easiest to just prepare a plate when needed. Although I generally
do five or six at a time and store them wrapped in newsprint and
they are fine to use even weeks later.
I clean the roller and work surface with mineral oil.
Once the plate is scribed and etched, I remove the ground
with hot water and washing soda or Brasso. If the ground is
very hard, or I am in more of a hurry, I use CitraSolv. The
ground also removes easily with denatured alcohol. This latter
fact is particularly useful for I often coat the edges of a plate
with stop-out shellac to prevent biting along them and also use
the stop-out when doing a series of etches, as when lightly
etching an area, stopping it out and further etching the
rest of the plate. Also, when doing aquatint, the area that
is not being aquatinted is protected with stop-out. Stop-out
is shellac based and removes with alcohol. Also, for the spray-can
aquatint technique, I use black lacquer spray, which also is
alcohol soluable. So denatured alcohol makes a great one-stop
cleaner for the BIG ground, the stop out, and the lacquer.
BIG has worked well with the ferric chloride etch on copper and
is currently my go-to ground. One tip is to apply the ground
as thinly as possible when doing delicate line work. You should
be able to see the copper color through the ground slightly
before baking. If you want a more robust line and plan to
scribe the plate with vigor, the BIG can be applied thicker and
baked longer. It is quite a flexible product and some
experimentation will be rewarded.
Acrylic grounds
The newer acrylic grounds are easier to apply,
more durable, and do
not need to be removed when printing a proof. They produce
a very hard surface and it feels very different when scribing
a plate, as it is brittle and scratches and flakes away rather
then having the smooth, easy, almost flowing feel of working
a wax ground. The acrylic grounds cand also be used to make
a very heavy etched line with the ferric chloride etch.
Z-Acryl
Z-Acryl hard ground was the first acrylic ground I
used and it was my favorite. It was a
modified version of acrylic floor wax with a bit
of coloring added, but basically it was still pretty
clear when on the plate and it is hard to see your lines
when working the plate. There are various recipes for adding
carbon black or black ink to the ground, but I found it easy
enough to use strong side lighting to see the lines as I worked
on a plate. I think of this form of ground as sort of "digital" and
the was grounds as more "analogue", since when working a plate
with the acrylic ground, a line is either there or not and it is
harder to get the very fine lines and subtle gradations in degree
of etch more easily obtained with the was grounds. That said, it
is relatively easy to create differing depths of etch on an
acrylic grounded plate through use of stop out and successive
trips through the etching solution to produce the desired effect.
Z-Acryl was applied to a plate by pouring it over the plate, then
standing the plate and allowing the excess to run off. The material
dried very rapidly, so the plate was available in about half an hour.
Alas, Z-Acryl is no longer made or available.
For some purposes, ordinary Pledge acrylic floor wax will work. Pledge
is the ancestor of Z-Acryl, and made by S.C.Johnson Company, whose
chemists worked with Mark Zaffron to develop Z-Acryl. There are, however,
many differing versions of the Pledge products. Put simply, acrylic
"waxes" are generally removed by an alkaline solution. So "improved"
acrylic floor wazes that advertise they also "clean" or remove old
floor wax generally have some alkaline chemical, usually an ammonia,
in them. And if applied to copper, the ammonia produces an interesting
chemical reaction and etches the plate in an uncontrolled fashion.
Recently, Pledge re-introduced its "original" formula, which seems
to lack the alkaline component and will work as a resist. But if
you choose to try this, here are a few cautions. First, read the
label carefully and get the "original" formula Pledge. Second,
remember the product will have various other chemicals, including
some of the volitile organics that had been removed when the
Z-Acryl was formulated. Adequate ventilation would be a must. And
third, if applied too thick, this ground may flake or chip when
scribing your image, making a wider or more irregular line than you
desire.
Lascaux Hard Ground.
Lascaux Hard Ground is also a specially modified
version of an acrylic floor wax. It has some white color added, but is still
pretty clear when dried
so it is sometimes hard to see your lines as you make them. As with
Z-Acryl, some add additional color as
carbon black or black ink to the ground, but these additives are difficult
to mix in evenly and do not result in a very dense color.
To apply the hard ground, set the plate(s) vertical in a glass tray,
leaning back against some sturdy support. Using the dropper/squirt
bottle the ground comes in, flow the ground along the top edge,
allowing it to run downward across the surface of the plate.
This is where the care in cleaning the plate pays off. If your plate
was clean enough for the final rinse water to "sheet" off, the
ground will flow easily. It is sometimes necessary to use a soft
brush to help it completely cover the plate.
The goal is to make as thin a layer of ground as you can.
The ground dries very quickly so you will have to move fast.
Once the plate is covered, move it onto some
paper towel, standing nearly vertically, to let the last of the
ground run off and wick into the towel. When nearly dry,
reposition the plate to a fresh towel, so it does not become glued to
the towel. Allow the ground to dry overnight or for 24 hours
before beginning to work on it. As you work on the plate some fine
dust will accumulate, which can be removed with a soft brush or cloth .
When using an acrylic hard ground, the plate may be proofed after
etching without removing the ground. The proof will look slightly
different than an impression done after removing the ground because
the depth of the line etch will be somewhat greater,
due to the thickness of the ground. A little experience will inform
you how to allow for this sight difference when evaluating a proof.
Acrylic grounds are removed with a mildly alkaline water solution.
It is easy to make up a solution of one part dish detergent to nine
parts tap water plus the addition of about one to two table spoons of
soda ash (sodium carbonate or washing soda)
to each quart of the solution. It is easiest to soak the plate in
the solution for
about 10 to 15 minutes, then gently scrub off the remaining ground.
Wear gloves, as the
soda ash is mildly caustic. Because the ground is clear, it may be
difficult to see when it is completely removed, so more than one
soaking may be needed.
Acrylic grounds also can be removed with citrus or soy-based solvents.
Acrylic grounds can also be used in an air brush to make an aqua tint.
But this is a bit tricky as the acrylic solution dries really fast and
it is hard to keep the air brush clean and open when working and it
needs scrupulous cleaning when done.
Aqua tint
Aquatint is an etching technique that produces areas of tone rather
than lines. It is used most often in combination with
traditional line etching to produce areas of shaded tone.
It has also been used historically to print in
colour by
printing with multiple plates in different colours or by making
monochrome black master prints with a second plate of aquatint used for
the color areas.
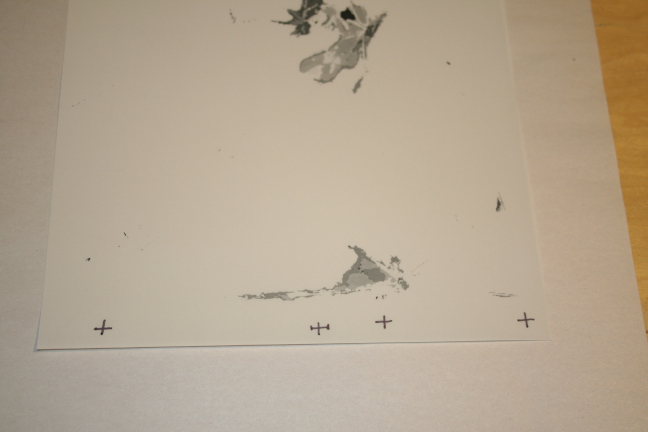
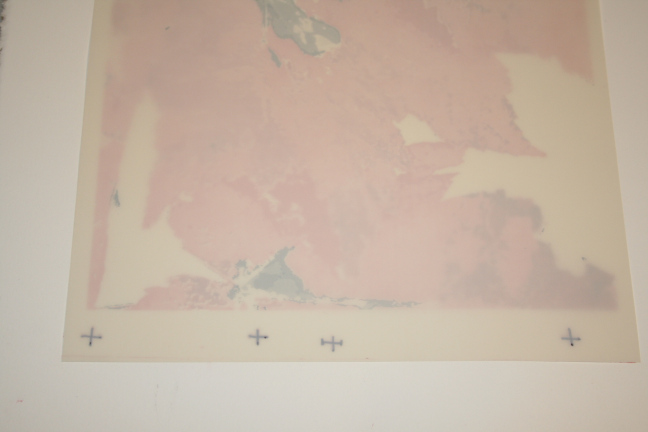
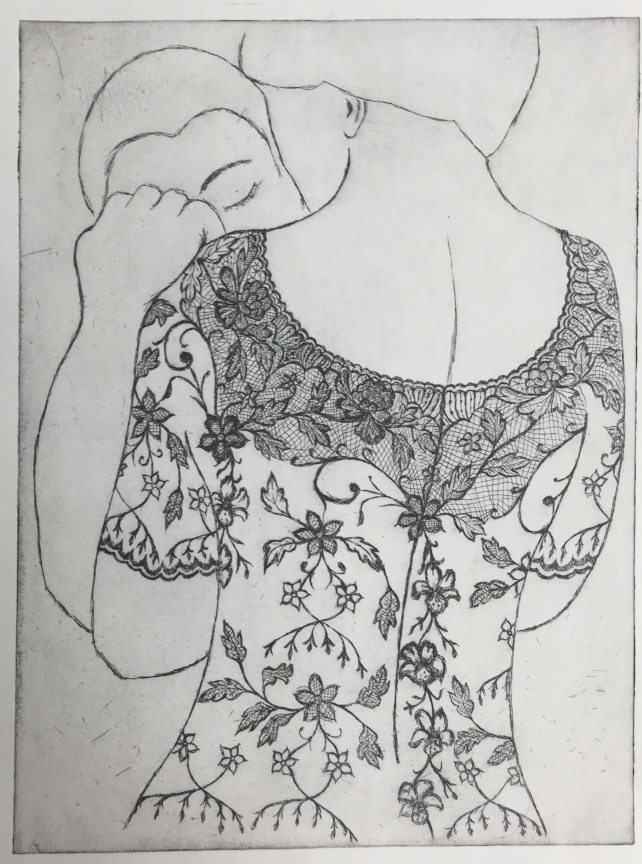
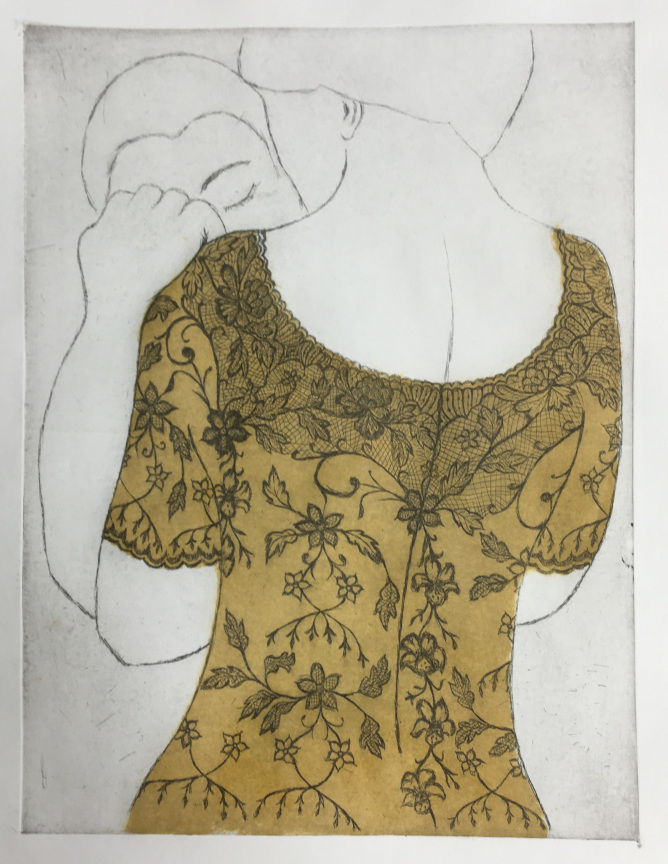
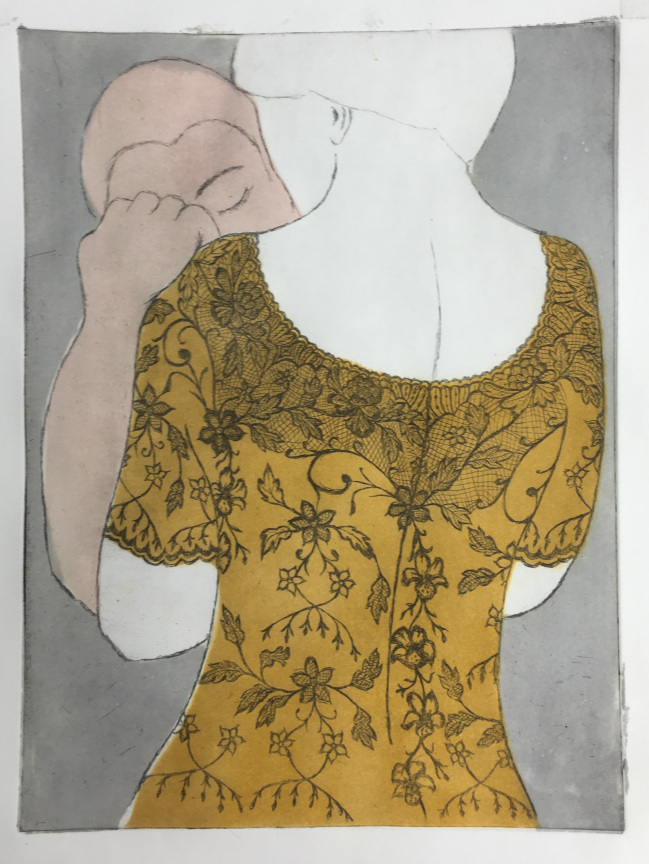
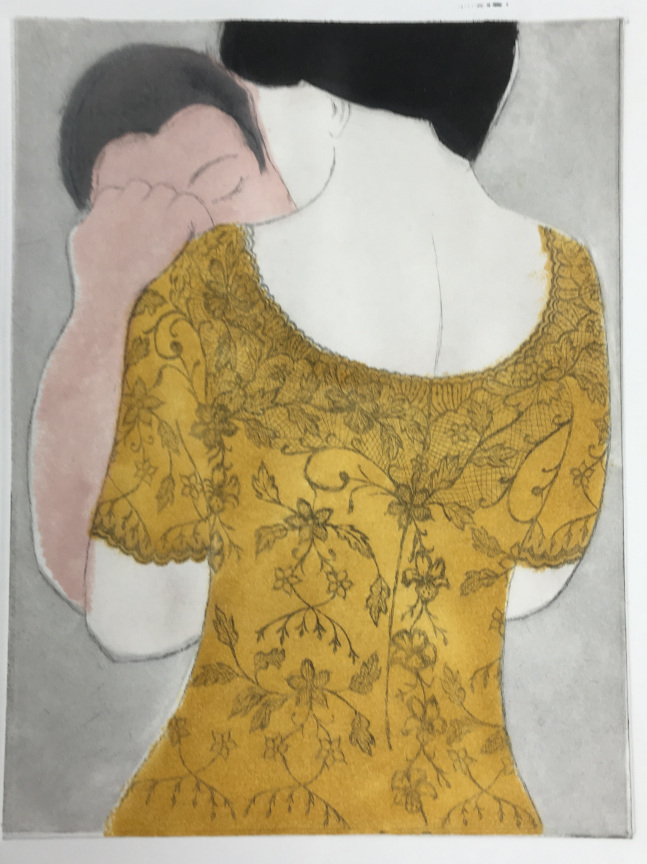
Example of a plate which has been first etched then
aquatint applied to the background and a second plate
with aquatint area used to apply the color. The plates
are copper, 9 x 6 inches in size. The first image is of
the etched plate. The second image shows that same plate
after three densities of aquatint are applied. The third
image shows the addition of color by using a second
plate with aquatint in just the areas to carry the color.
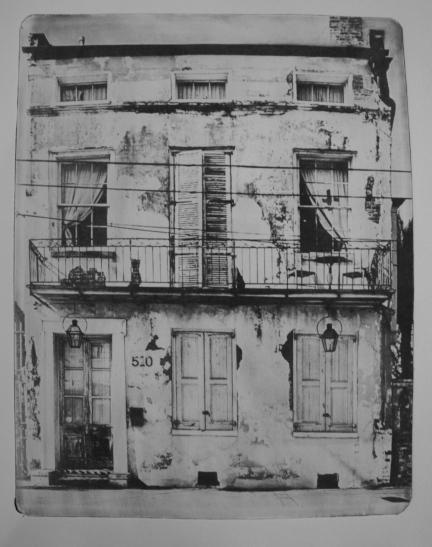
Here's another print with original etching done
on copper. Then three additional plates were made
for each additional color with aquatint used in
the area to be colored. The plates are 12 x 9 inches.
In the actual printing, the three color plates were
printed first and the black master etched plate
printed last.
Aquatint was originally done using very finely powdered
rosin which was hand dusted onto a plate, or placed in
a special box in which air blown from a bellows would
disperse a small amount of the rosin into the air inside
the box, and the rosin would settle evenly on the plate.
Once the plate was coated with rosin, it was heated to
melt the rosin and adhere it to the plate, and the plate
was then cooled and etched.
When combined with etching, the aquatinting was done
after the etching. Areas of the plate that were not to
be aquatinted were protected with a resist, such as
shellac or similar liquid ground, termed a
"stop out" and then the entire
plate coated with rosin and etched. Only the areas not
protected would aquatint. If darker as well as
lighter areas of aquatint are desired, the first
aquatint etch will be short, the plate removed from the
etchant, washed, dried, and stop out applied to the lightest
areas. The plate is then etched again, and the process
repeated to make progressively darker areas of aquatint.
For practical purposes, three levels of darkness of
aquatint are about all that will be useful. When the
etching is complete, the rosin and the stopout are removed
with denatured alcohol, the plate cleaned, and then printed
in usual fashion.
The areas of aquatint where the rosin was deposited and
fused to the plate do not etch. The areas between the little
drop-like rosin deposits will etch. And will etch deeper with
each trip through the etchant. One limiting factor to the
depth you can achieve with aquatint is the tendance of the
etchant to also work sideways and undercut the edges of the
deeper and deeper line. You can etch enough to begin to
remove the protected rosin coated areas from below and beside.
The result of the aquatint etch is that there will be small
drop like areas of un-etched copper surrounded by etching of
varying depth. The etched areas will hold the ink. The un-etched
areas will look white, resembling very fine drops of water on a
dark background when the plate is printed. Hence the name, Aquatint.
Goya was a master of aquatint. Gene Kloss, of New Mexico,
was a modern master of aquatint. Anyone interested in what
aquatint can do should look at their work.
Aquatint has several disadvantages. One is that it
is a very difficult technique to master using the old rosin
method. And the rosin is a potent allergen as well. I use a
simple spray can of black lacquer to coat a plate with a very,
very light spray and aquatint that. It also removes with alcohol.
Another disadvantage is that an aquatint plate is hard to ink and
especially hard to ink consistently if doing an edition. And
aquatinted areas of copper are not very durable, so the plate
degrades quickly limiting the number of impressions attainable
before print quality becomes unacceptable. Aquatint is also a
"destructive" process, in that if you aquatint an etched plate,
you cannot un-do the aquatint if you find it unsatisfactory or
want to re-print some of the plain etched plate. So, if you plan
to aquatint an image, either do the etching and print a full edition
of it before placing the aquatint, or make a second identical plate
and aquatint that to preserve the original etching.
Below are a few examples of aquatint used in combination
with etching.
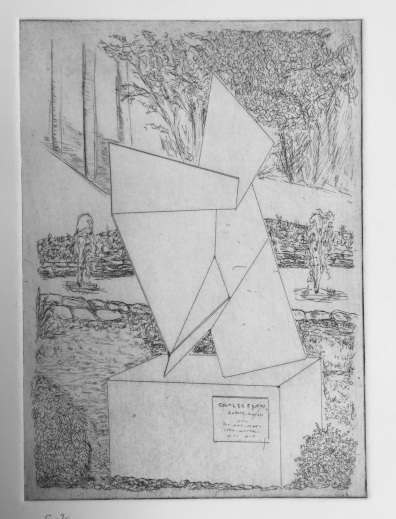
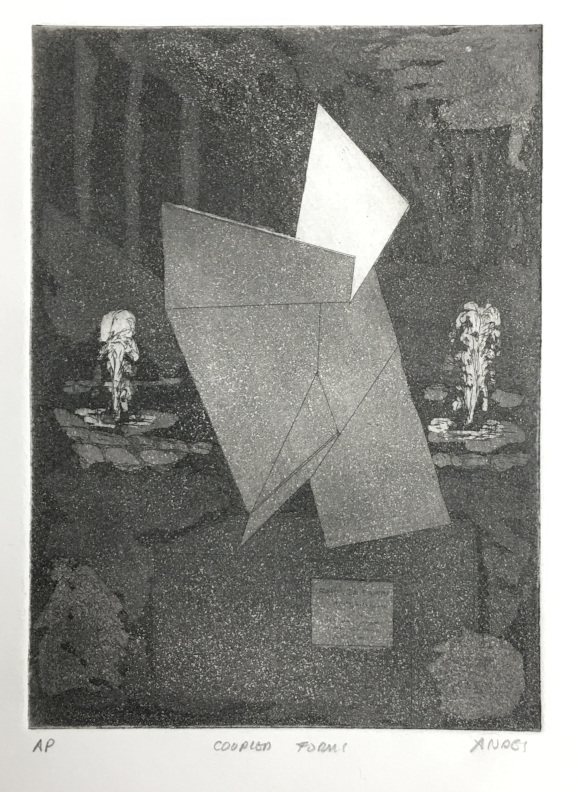
The first is an image of a minimalist sculpture called
"coupled forms" by Arthur Silverman. Artie was a friend of
ours from our first time in New Orleans and we were delighted
to find this piece in the courtyard at Woldenberg Village when
we lived there. The plate is 7 x 5 inches.
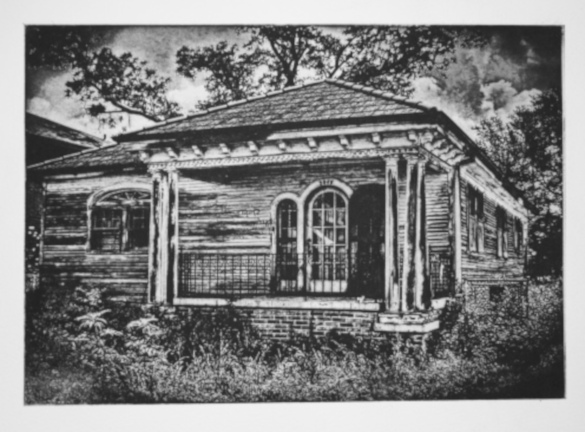
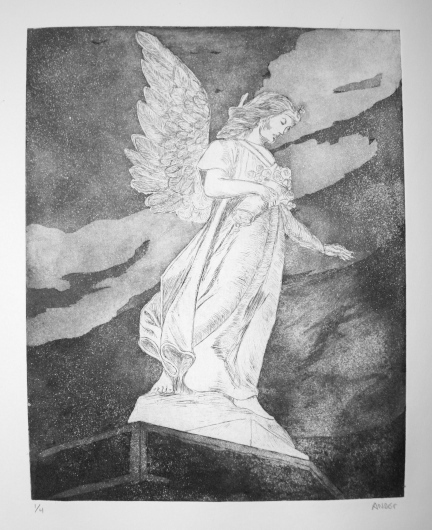
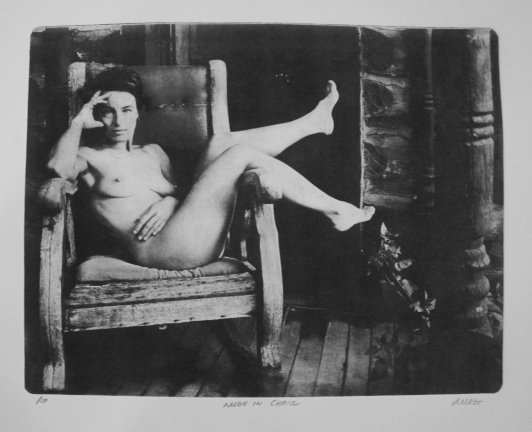
This is an image made from a photo I took at the Carrollton
cemetery. Again, the first step was to make the line etching
of the statue, then add layers of aquatint. I used the
multiple shades of aquatint to not only make some shadows,
but also to create a mysterious looking sky with scudding
clouds. The plate is
10 x 8 inches in size. I printed it in black and sepia as
you can see.
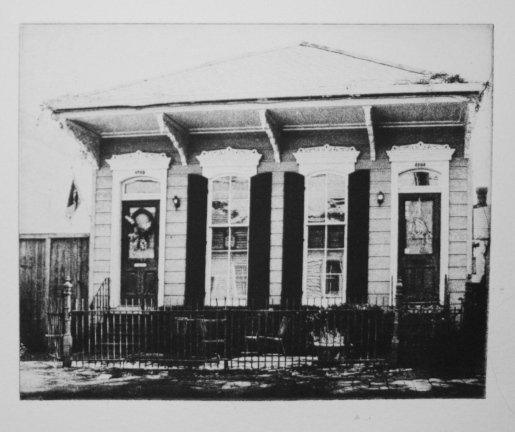
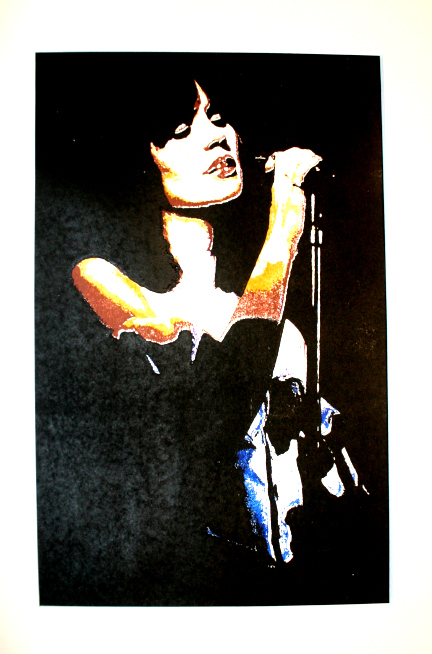
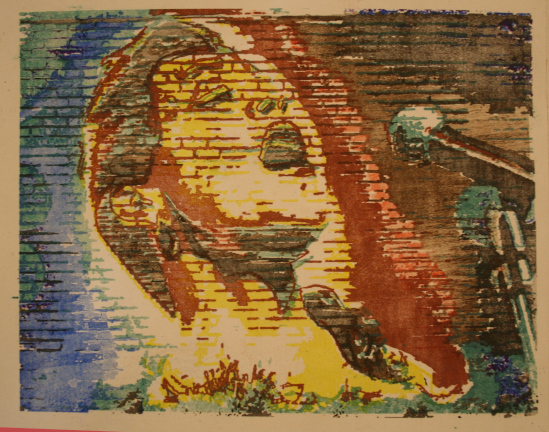
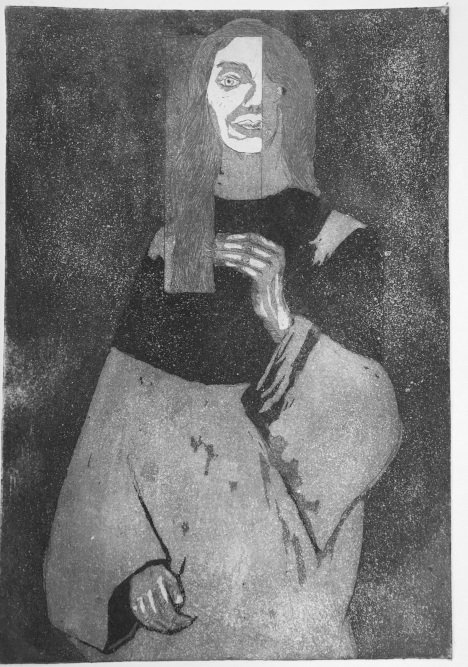
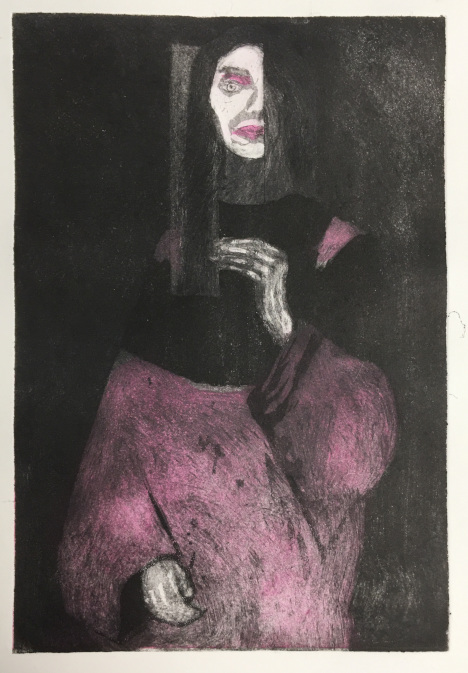
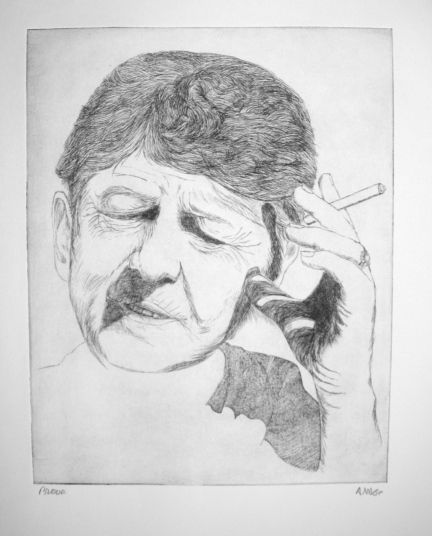
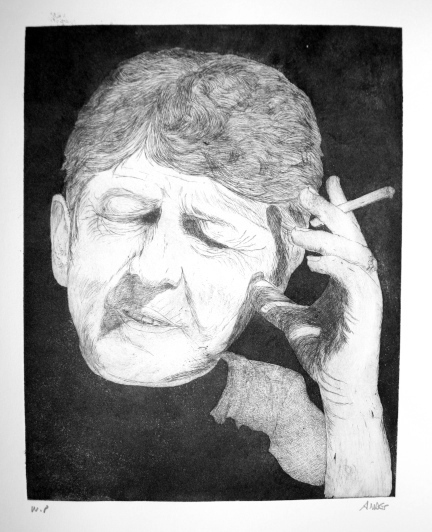
In this print, the aquatint is used to produce a heavy
velvety black background and shadows. Again, two levels
of darkness were created with differing times in the
etchant after the spray-can aquatint was applied. In
addition, when inking the plate, I took care to apply the
ink heavily in the background and do minimal wiping in the
darker areas. The plate is 10 x 8 inches. The original
etching and the aquatinted version are shown.
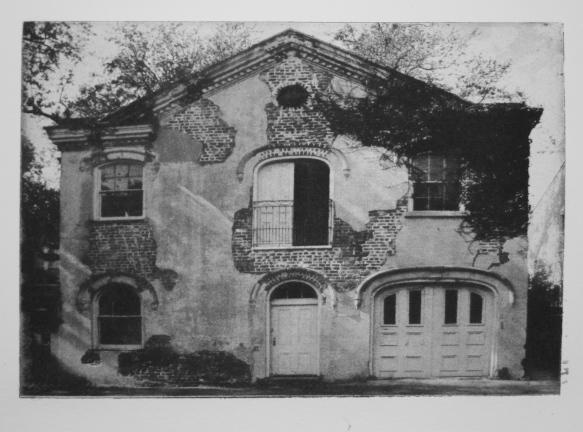
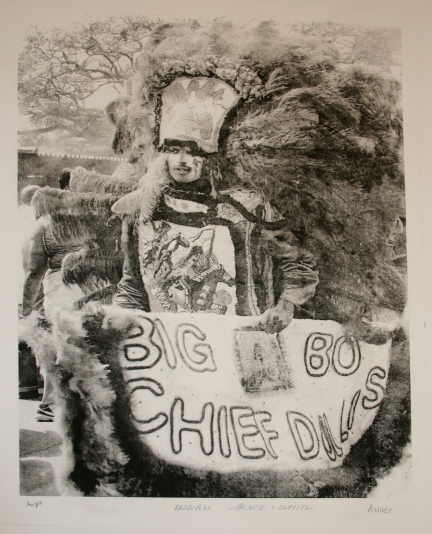
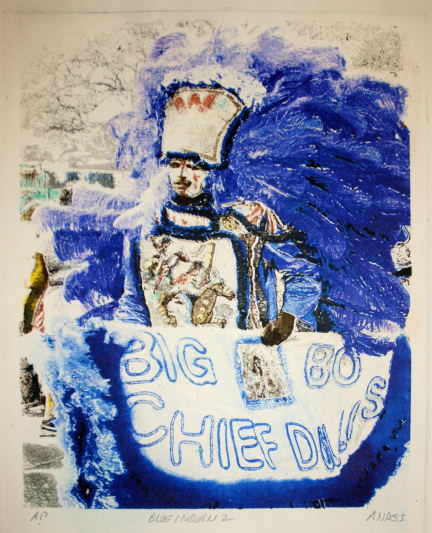
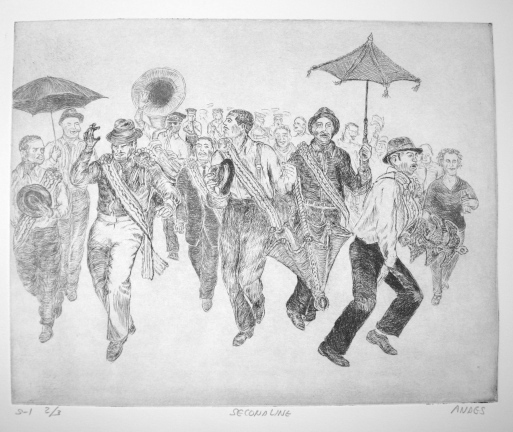
You can find additional prints incorporating aquatint
in the gallery of print images above. Here is one
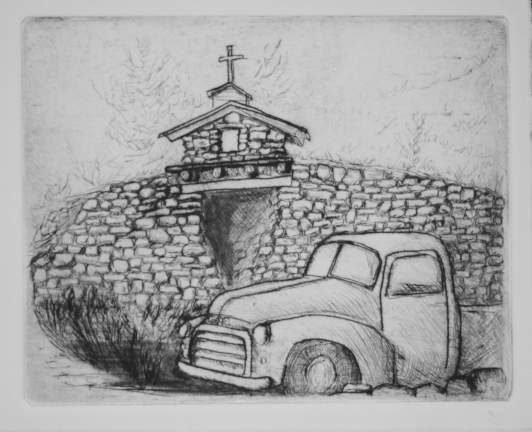
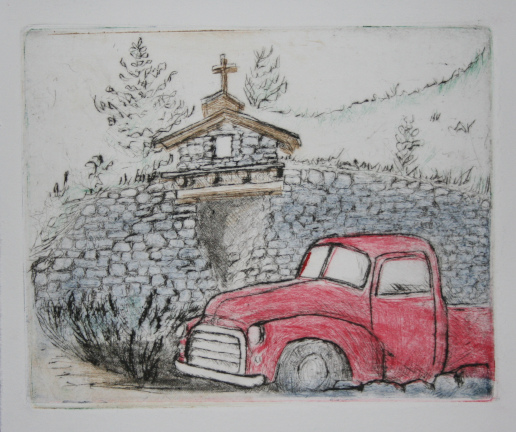
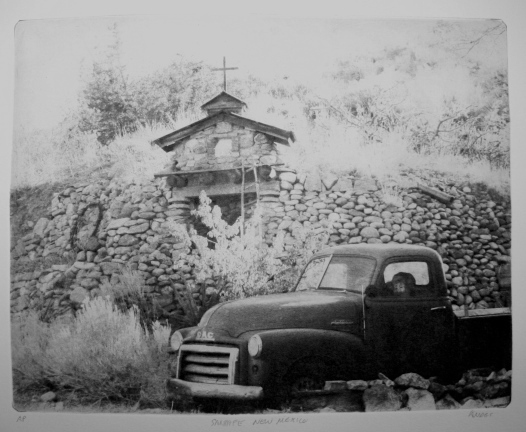
final illustration of the use of this technique. The
first picture shows the basic line etching, the second
the addition of layers of aquatint, and the final two
show it after a little "spit bite" to create shadows
for the "steppers". The plate
is 10 x 8 inches and it was final printed in both black
and sepia.